Moins d’arrêts causés par la carbonisation de l’adhésif
Dans de nombreuses opérations d'emballage en bout de chaîne, la carbonisation de l’adhésif est à l'origine de la plupart des temps d'arrêt et des accidents liés à la sécurité. Obtenez les informations nécessaires pour éviter que la carbonisation ne nuise à la productivité de votre chaîne de fermeture de boîtes et de cartons.
Qu'est-ce que la carbonisation de l’adhésif?
Lorsque les propriétés de l’adhésif sont altérées par la dégradation thermale et par l’oxydation, la nature thermoplastique de l’adhésif est perdue, ce qui provoque une surchauffe ou une « carbonisation » de celui-ci.
Dans les processus de conditionnement en bout de chaîne et de fermeture de boîtes et cartons, la carbonisation de l’adhésif est la cause n° 1 de défaillance et d’arrêt des équipements de thermofusion.
Le temps d'arrêt global dû à la carbonisation de l’adhésif peut facilement coûter entre 5 000 et 15 000 dollars par heure et par chaîne, pour les raisons suivantes :
- temps d'arrêt non planifié lorsque la carbonisation obstrue les tuyaux de thermofusion et les buses de distribution;
- temps d'arrêt planifié pour gratter les dépôts à l'intérieur d'un réservoir.
De quelles façons la carbonisation entraine-t-elle des temps d'arrêt non planifiés?
Les systèmes de thermofusion traditionnels utilisent des réservoirs chauffés qui contiennent une grande quantité d’adhésif fondu pendant des heures, voire des jours. Pendant ces longs bains en fusion et les différents niveaux d’amorçage du remplissage, la carbonisation de l'adhésif produit :
- des amas durs qui ne peuvent pas s'écouler dans le système et qui bouchent les tuyaux de thermofusion et les buses de distribution; et
- une accumulation à l'intérieur des tuyaux d’adhésifs thermo-fusibles qui empêche souvent le maintien d'une viscosité constante dans l'ensemble du système.
Ces deux phénomènes entraînent des temps d'arrêt non planifiés qui ont un impact négatif sur la productivité du processus de fabrication. Pour minimiser les temps d'arrêt, les opérateurs de chaînes d'emballage conservent souvent des buses et des tuyaux de rechange à portée de mains. Mais la production doit tout de même être arrêtée à chaque fois qu'un tuyau ou qu’une buse doit être débranché ou remplacé.
La carbonisation de l’adhésif peut aussi atteindre la pompe du système, provoquant prématurément une défaillance des joints d’étanchéité de la pompe et des pistolets.
Les coûts liés à la carbonisation ont un impact sur la rentabilité
En fonction du problème et du processus de production, la carbonisation de l'adhésif peut avoir un impact significatif sur la rentabilité. Ces exemples de coûts fixes liés à des problèmes de carbonisation s'ajoutent aux temps d'arrêt non planifiés :
- 800 à 1 500 dollars pour remplacer un tuyau de thermofusion à 100 dollars le pied
- 1 500 à 5 000 dollars pour remplacer et poser une pompe
- 7 000 à 17 000 dollars pour des chambres de fusion à réservoir supplémentaires
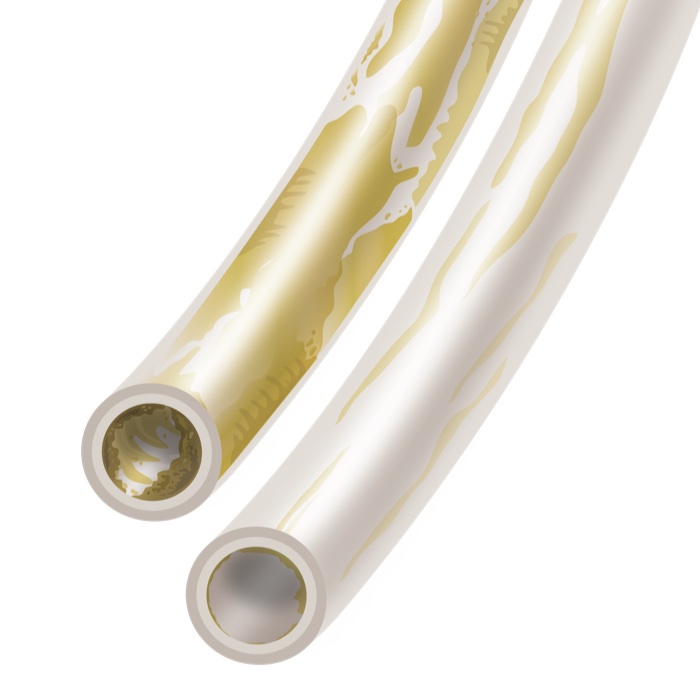
Tout comme l’accumulation de plaque dans une artère durcie, des couches de carbonisation s'accumulent à l'intérieur d'un tuyau de thermofusion. L'accumulation de carbonisation rend difficile le maintien d'une viscosité régulière de l’adhésif. Les tuyaux doivent donc être remplacés fréquemment.
De quelles façons la carbonisation de l’adhésif entraine-t-elle des temps d'arrêt planifiés?
La carbonisation de l’adhésif doit être retirée des parois du réservoir de thermofusion.
Pour éviter une accumulation excessive, les systèmes de réservoirs chauffés doivent faire l'objet d'un nettoyage et d'un entretien de routine. Ces nettoyages peuvent demander un travail intensif et un temps considérable, ce qui vient encore réduire le temps de fonctionnement et la productivité.
Les fabricants peuvent être amenés à mettre les réservoirs hors service pour enlever complètement l'accumulation de carbonisation de l’adhésif à l'intérieur d'un réservoir. Pour minimiser les temps d'arrêt planifiés, certaines usines disposent de plusieurs chambres de fusion afin de maintenir les chaînes en fonctionnement.
Coût du nettoyage des réservoirs de thermofusion
Le nettoyage de routine d'un réservoir peut prendre au moins une demi-journée et coûter entre 1 000 et 1 500 dollars en main-d'œuvre et en frais généraux.
Les entreprises qui ne sont pas équipées pour procéder elles-mêmes au nettoyage d’un réservoir peuvent être amenées à devoir l’envoyer ailleurs pour qu'il soit nettoyé. Cela signifie des frais de remise à neuf et d'expédition supplémentaires, ainsi qu'une perte de temps d'exploitation.
Une fois la carbonisation de l’adhésif enlevée, il faut au moins 45 minutes pour qu'un système à réservoir atteigne sa température de fonctionnement. Pour éviter de perdre du temps d’exploitation en cours de production, les opérateurs laissent souvent les systèmes de thermofusion en marche, même lors de la fermeture de l’usine. Malheureusement, cela entraîne un gaspillage d'énergie et une réduction supplémentaire de la rentabilité.
La solution de thermofusion Tank-Free™ élimine la carbonisation de l’adhésif
La technologie de thermofusion Tank-FreeTM utilise des chambres de fusion spécialement conçues. Ces chambres de fusion fonctionnent beaucoup plus efficacement que les réservoirs des systèmes traditionnels, car elles atteignant la température d’exploitation en 10 minutes ou moins. L’exposition réduite à la chaleur réduit la carbonisation.
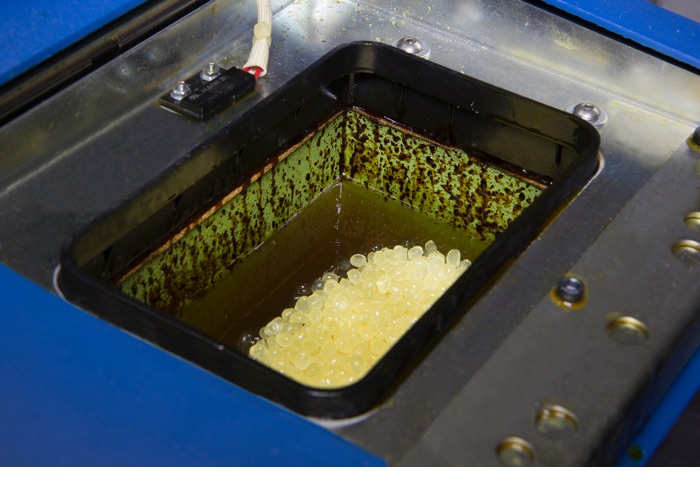
Le volume fondu est minimal, l’adhésif chaud et distribué rapidement, puis remplacé par un approvisionnement neuf. Ce processus de type « premier arrivé, premier sorti » évite complètement la formation de carbonisation. L'élimination de la carbonisation de l’adhésif signifie essentiellement :
- Moins de perte de produit
- Moins d’obstruction des buses
- Moins de maintenance globale du système
- Une durée de vie plus longue des joints d’étanchéité
- Moins d’arrêts des chaînes de production
Le temps de démarrage est d'au moins 45 minutes avec les réservoirs de thermofusion traditionnels. Le temps de démarrage de la solution de thermofusion Tank-Free™ de Graco est de 10 minutes ou moins.
L'équipement de thermofusion ne doit pas dicter le choix des matériaux
Pour faire face aux effets négatifs de la carbonisation de l’adhésif dans leurs systèmes à réservoirs chauffés, de nombreux fabricants évitent d'utiliser certains produits thermo-fusibles. D'autres optent pour des adhésifs plus coûteux et plus stables en température, ce qui a un impact sur leurs marges bénéficiaires.
Étant donné que la carbonisation de l'adhésif n'est pas un problème pour les fabricants qui disposent d'une solution de thermofusion Tank-Free™, ils peuvent choisir n'importe quelle option d'adhésifs thermo-fusibles. Des produits comme le métallocène et le CAV/E (copolymère d'acétate de vinyle-éthylène) sont plus abordables et permettent aux fabricants d’accroître la rentabilité des emballages en bout de chaîne.



Articles associés
Fini les pannes et les temps d'arrêt sur la chaîne d'emballage de bière
Le responsable de l'emballage chez Summit Brewing Company explique comment « ils n’ont pratiquement plus de temps d'arrêt » grâce au nouveau système sans réservoir.
Créez un environnement de thermofusion plus sûr
Les systèmes traditionnels de thermo-fusion utilisent un réservoir pour faire fondre l'adhésif et le maintenir à la température d’exploitation. L'application d'adhésifs peut ainsi devenir la partie la plus dangereuse de votre chaîne d'emballage.
Une question ? Nous sommes là pour y répondre.
Contacter un expert
Nous vous aiderons à choisir le bon produit pour votre utilisation.