Precision Dispense for Bonding and Sealing
Laying the Perfect Bead
By Mike Bozzelli, Director of Engineering, Applied Fluid Technologies Division, Graco Inc.
A product's functionality may depend on creating a perfect bond or seal within a part – and, if you plan on dispensing that bond or seal, laying a perfect bead is absolutely critical. If the bead is imperfect, the part is considered defective – ultimately leading to considerable cost implications. Achieving a perfect bead is all about controlling the fluid from start to finish. In order to control the fluid, success starts with determining which type of bead you want to dispense and then select the right dispensing equipment for the application.
Bonding And Sealing Materials: One-Component And Two-Component Systems
The first step is to determine whether you need to bond or seal.
Bonding is when two items are joined or secured together to prevent the discrete pieces of the part from separating, while sealing is used to prevent substances, like fluids, from escaping or entering a part. A variety of products rely upon bonding and sealing; each one will require a different engineered specification of the bead. Such specifications include bead profile and required bead height and width.
Bonding and sealing can be done using either a 1-component (1k) material or a 2-component (2k) material. 1k materials are typically dispensed into or onto a part without being mixed with another material. The materials may be hot melts, silicones, urethanes, epoxies or UV materials. They can be cured by use of solvents, heating or reaction to moisture in the air.
Examples of typical 1k applications include solar panel sealing, window assembly, automotive (urethane windshield sealants, tail lamp bonding, mirror bonding to casings, anti-lock braking system (ABS) plastic housings), as well as speaker assembly bonding and filter end cap bonding and seam sealing.
What Is A Perfect Sealing Bead And Why Is It Critical?
Die cut gaskets and injection moulded gaskets have been a standard design practice for years. However, die cut gaskets result in a great deal of wasted material. In many cases, manufacturers end up throwing away almost an entire material sheet just to get a thin gasket. Injection moulded gaskets solve the material waste issue but require a significant tooling investment for the moulds. Both methods also have the significant drawback of being very costly to change if a design update is required.
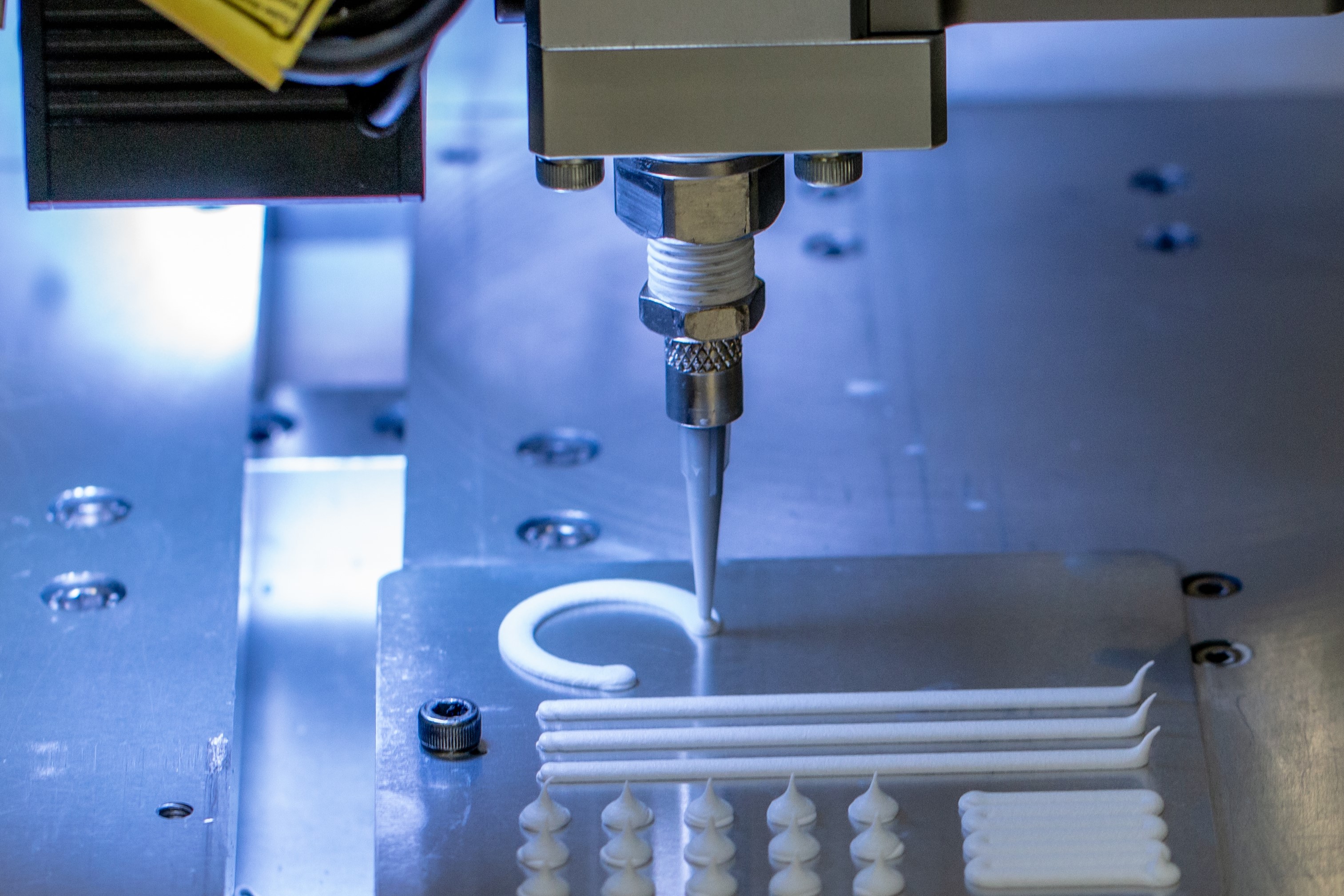
At it’s very base level, a sealing bead is a dispensed liquid alternative to the die cut or injection moulded gaskets. Ideally, you shouldn't be able to tell them apart when compared. The bead must be uniform throughout the entire bead and include a consistent height, width and durometer (hardness).
A perfect bead cannot have any type of inconsistencies – including hard spots, soft spots, thin spots or thick spots at any point in the bead. This is one of the positives with die cut and injection molded parts because they are all one piece. A bead dispensed has to start at some fixed point, run the entire intended path at the same height, width and shape, and then end at another fixed point – usually this is the same starting point. If you're using a two component material, it also has to stay mixed at exactly the same ratio so as not to affect the final durometer.
Thick spots in a bead come from a variety of places, but most often are the result of an increase in the pressure of the material. The opposite of that are thin spots that are most often result from a decrease in pressure. When you have a thick spot at the start of a bead, it is often referred to as a “snake head” for its uncanny resemblance to an actual snake. At the other end of the bead, it is not uncommon to have a “tail” where the material cross section reduces drastically, leaving a small string of material behind.
An imperfect bead could result in a defective part, which would either have to be thrown away or reworked. The cost implications for imperfect beads can be considerable, based on such variables as part cost, labour hours and loss of reproduction because of reworking and the extra material cost. If the bad part is out in the field, it could result in a warranty action and possibly become a liability issue.
What Is A Perfect Bonding Bead And Why Is It Critical?
Unlike a sealing bead, the height, width and durometer are not the overriding critical features with a bonding bead. This is because the pieces are being assembled while the material is still wet (or at least somewhat still pliable) and will move around. With a bonding bead, placement, the correct volume of material, and in the case of two component materials, proper mix ratios are the most important factors. While things like snake heads and tails are very important, it is actually more important to get the right amount of material in the right location, so that it spreads out correctly during the assembly process.
If too little material is applied, there will be gaps. If too much material is applied, it will squeeze out into areas where material is not wanted. Placement will contribute significantly to both of these situations. In the case of two component materials, if the proper ratio and mix of materials is not in-place, materials are not properly bonded, even though everything may look acceptable.
Choose The Proper Equipment To Get The Perfect Bead
The key to perfect beads, no matter what they're for, is control of the fluid. Servo-driven, positive displacement pumps, like Graco's PD44, 1053, 1093 and PR70s valves and machines, are excellent choices to consistently deliver most bead requirements.
By design, positive displacement valves eliminate two very important variables in temperature and viscosity. Most materials change viscosity as temperature changes. Typically, most materials become thinner as the temperature rises and tend to be thicker at lower temperatures. If you are just applying pressure to that material and relying on opening and closing a valve for a fixed amount of time, this will likely become a significant problem to overcome.
Opening the valve in the morning, when the material is cold and thick will get you less material than you were expecting. You can compensate for that by adjusting the feed pressure. However, when the plant has warmed up later in the day, the pressure must be adjusted again because the material has now thinned and the system is putting down more material. This scenario creates unwanted operator intervention from a process control standpoint and likely translates into scrapped or reworked parts.
While addressing the amount of material itself, it does not take into account all the things that were mentioned earlier like snake heads, tails or pressure fluctuations that will ruin the bead. Servo-driven, positive displacement valves and machines provide options for dealing with all of these variables and eliminate them entirely in most cases. The Servo-drive system provides constant force and thereby constant pressure to the material from the start all the way through to the end of the bead - eliminating all potential thick and thin areas within the bead.
The positive displacement valve design means that it contains the same volume of material each and every time, so that it puts down the same amount of material each and every time. This means that as the materials thin or thicken throughout the day, the amount of material being dispensed is always the same. Coupling these two design elements together gives the user complete control over the fluid from the beginning of the bead to the end.
In subsequent articles, we will provide tips and suggestions for pairing these fluid technologies with motion equipment like robotic arms and XYZ Platforms to lay perfect beads with even the most difficult of materials.
Contact an Expert
Related Products
Related articles
Thermal Paste vs. Thermal Pads
Thermal Interface Materials: Thermal paste/grease vs. thermal pads
Jet Valve Dispensing – Easy to set up and Maintain
The simplicity of Graco’s patented diaphragm jet, with only two internal moving parts, delivers one of the industry’s lowest running costs per million cycles of the jet.
Improved Sealing with Liquid Gaskets
Liquid gaskets offer superior sealing in a variety of applications